Laserové čištění
Laserové čištění je v dnešní době již obecným pojmem, který zahrnuje více dalších metodik a technologií. Základním principem tohoto procesu je plošné či parciální odstranění vrstvy ze základního povrchu/materiálu/substrátu v tloušťkách od 1 do 1000 μm a ve vysoké rychlosti cm²/s. V definovaných podmínkách lze odstraňovat vrstvy z kovových, plastových/polymerních, skleněných/silikátových či dokonce organických materiálů.
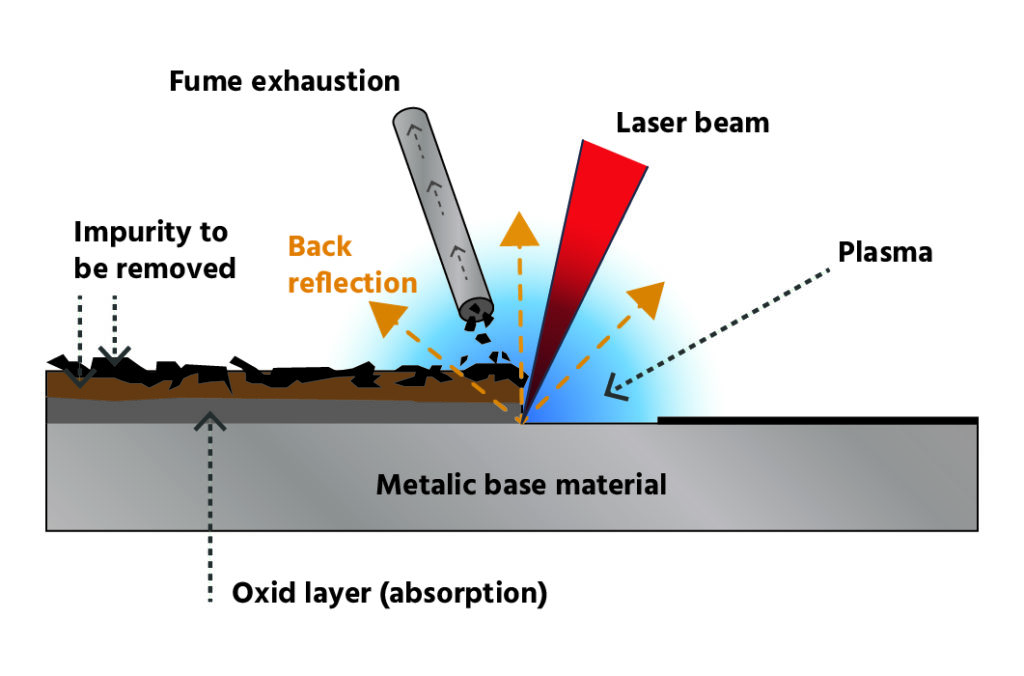
Laserové čištění je vždy kombinací tří základních procesů – vaporizace/odpaření, sublimace, narušení adheze či vazeb mezi odstraňovaným a základním materiálem. Vlivem krátkých a velmi výkonných pulzů laserového svazku s velmi malým vneseným teplem dochází k minimálnímu ovlivnění základního materiálu. V definovaných případech je laserový proces k základnímu materiálu netečný a nezpůsobuje tak změny na povrchu ani vnitřní strukturu základního materiálu.
Technologie SPYRE
PRO PRŮMYSLOVOU VÝROBU
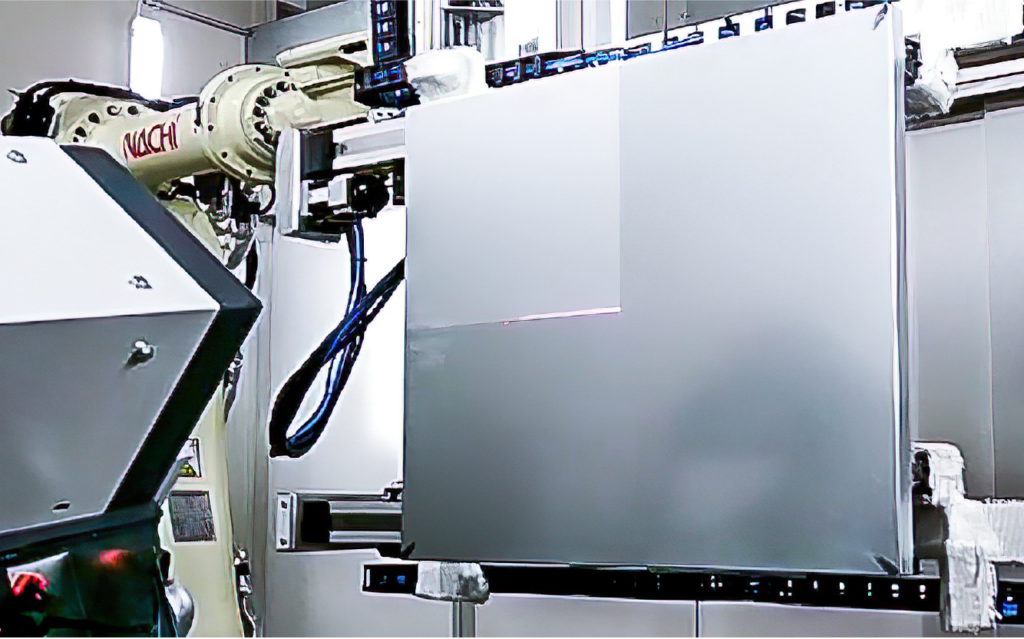
Robustní mechanické konstrukce umožňují dlouhodobou práci v náročných podmínkách, než je u ostatních laserových konfiguracích pro čištění standardem. Přizpůsobujeme technologii požadovanému procesu a implementujeme potřebné prostředky pro stabilitu sériového procesu.
TEPELNÁ STABILITA HLAVNÍCH KOMPONENT 24/7
Pro zajištění udržitelnosti pracujeme s komponenty, které lze kontrolovat v různých pracovních podmínkách, aktivně upravovat potřebnou teplotu a průtok chladícího média.
Slouží jako prevence častých problémů s přehříváním či nízkou teplotou při procesu.
ZELENÁ TECHNOLOGIE
Laserová technologie SPYRE je vytvářena tak, aby v budoucnu zamezila nutnost potřeby likvidace nebezpečných materiálů pocházejících z procesu laserového čištění a dalších nákladů či energií nutných pro proces nebo zpracování odpadu.
KVALITA LASEROVÉHO PROCESU
Při použití kvalitních optických komponent nám technologie SPYRE umožňuje využít maximální možný výkon laseru, a tím zvýšit účinnost a rychlost samotného procesu.
LASEROVÁ BEZPEČNOST
Dbáme na plnění všech evropských norem a pro jednotlivou aplikaci laserového čištění analyzujeme bezpečnostní rizika spojená jak s přímou obsluhou, tak s bezpečnostním krytováním.
PRO MEDICÍNSKÉ A POTRAVINÁŘSKÉ ODVĚTVÍ
Se systémy SPYRE je možné implementovat i do tak náročných prostředí na čistotu a stabilitu procesu jako jsou medicínské a potravinářské procesy vyžadující vysokou kvalitu a čistotu povrchu po očištění.
Terminologie
Základním principem laserového decoatingu je parciální/částečné odstranění tenkých napařených, naprášených či lakovaných vrstev v řádech jednotek tloušťky vrstvy (μm) s cílem zachování pohledových i funkčních vlastností základního materiálu. Tento proces je náhradou maskování jednotlivých částí a eliminuje tak údržbu maskovacích přípravků a jednoduchou změnu vzoru, který je ze základního materiálu odstraněn. Z důvodu častého využití procesu na pohledových či exponovaných plochách jsou na tento proces jsou kladeny vysoké požadavky na přesnost a homogenitu výsledku.
Velmi častým základním materiálem je polymer, ze kterého jsou odstraňovány vrstvy kovů jako je hliník, železo, chrom či jiné vrstvy s polymerním či kovovým základem. Pro laserový decoating využíváme lasery 10–100 W s velmi krátkým a výkonným průběhem pulzu pro minimální ovlivnění základního materiálu. Jsou tak zaručeny široké možnosti tlouštěk a typů základních materiálů.

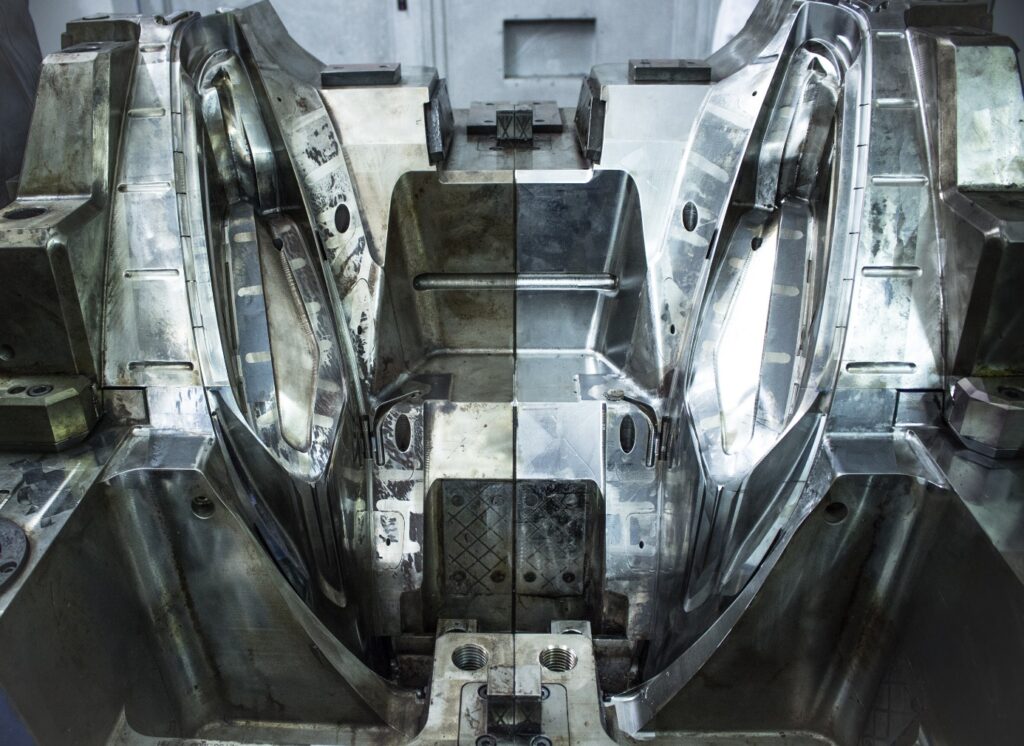
Laserová údržba forem je aktuální náhradou mechanických a chemických procesů při kterém nevznikají náklady na provoz a likvidaci spotřebovaného materiálu. Při použitých výkonech laserů 200 – 1000 W lze odstranit nerovnoměrné a nehomogenní vrstvy, které vznikají při běžném používání plastikářských a gumárenských forem. Při tomto procesu jsou využity kombinace všech zmíněných principů (sublimace, odpaření, narušení vazby/adheze) a díky tomu je možné odstranit škálu vrstev, od tlakové rzi (10– 50 μm) přes vrstvy separátorů až po funkční znečištění (200 – 600 μm), které obsahuje maziva smíšené s dalšími nečistotami vznikající při procesu.
Při definovaných podmínkách lze čistit různé typy desénů hlavně pak v gumárenském průmyslu. Díky minimálnímu ovlivnění základního materiálu neodebíráme materiál z funkčních ploch a nenarušujeme tak funkci formy
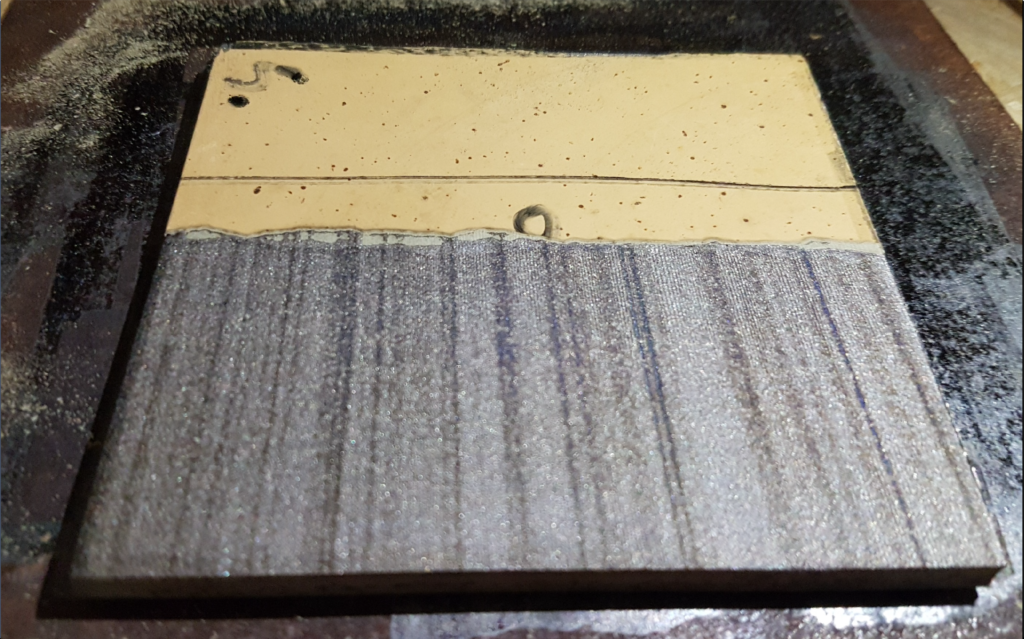
Úprava povrchu pomocí laserového čištění je nyní velmi využívána jako příprava povrchů před následující proces svařování či lakování. Pro přípravu před svařováním je využíván zejména princip sublimace a odpaření základních provozních nečistot při výkonech 100 – 1000 W je možné za vysokých rychlostí připravit povrch pro následující operaci. Zásadním rozdílem od jiných mechanicko/chemických postupů je minimální narušení materiálu, kdy nezbavujeme materiál přirozené pasivační vrstvy. Díky tomuto pozitivnímu jevu je pak výrazně prodloužena možná časová prodleva mezi čištěním a následujícím procesem svařování.
V případě přípravy povrchu svaru pro následnou povrchovou úpravu (kovení, lakování) je naopak využíván jev narušení vazby či adheze mezi odstraňovanou vrstvou a základním materiálem. V souvislosti s tímto jevem jsme schopni odstranit při výkonech 100 – 500 W tepelně vzniklou oxidaci či silikáty vzniklé při chladnutí svarové lázně.
Pro odstraňování větších nánosů barev je využíván zásadní rozdíl od ostatních popsaných technologií. Tím je postupný odběr čištěné vrstvy, při kterém jsme schopni v jedné vrstvě odstranit až 300 um a při dopadu svazku na základní materiál nedegradujeme tento materiál ani při opakované expozici.
Postupným odstraňování vrstev za vysokého výkonu 500 – 3000 W s velmi krátkými pulzy využíváme sublimaci a odpařování ve vysokém reakčním čase. Vlivem této metodiky nedegradujeme odstraňovaný materiál a ten si následně zachovává své původní vlastnosti, které umožňují odstranit nekovové vrstvy od 500 μm až do jednotek mm v závislosti na počtu opakování. Efektivním využitím je odstranění přestřiků lakovacích přípravků či jiných opakovaných nánosů a odstraňujeme tím ekonomicky i logisticky náročné chemické či pyrolitické čištění.
Laserové odstranění kovových vrstev z kovového základního materiálu vnímáme jako další technologický krok navazující na laserový decoating. Kovové vrstvy jsou stejně jako u metody LPS postupně odstraňovány v jednotlivých vrstvách v požadované geometrii až na základní kovový materiál. Jednotlivé vrstvy jsou odebírány rozvnoměrně po celé ploše a podobně jako u decoatovacího procesu je přesnost v řádu desítek μm.
Díky vysoké kvalitě svazku a vyšších výkonů (až 1000 W) jsme schopni tento jinak často mikroobráběcí proces zakomponovat do standardních výrobních časů. Vysoký výkon umožňuje odebírání i materiálů s vyšší mírou odrazivosti Al, Au, Cu, Pt.